|
|||||
|
|||||||
|
    An initiative of :Stichting Food-Info
|
| Food-Info.net> Produits > Vin Les étapes de la fabrication du vin
 (Source) La récolteOn utilise du raisin frais et mûr pour la fabrication du vin. Dans les climats tempérés comme dans le Nord de l'Europe et dans la partie Est des Etats-Unis, toutefois, le manque de chaleur impose que le raisin soit récolté avant qu'il ait atteint sa pleine maturité. La déficience en sucre résultant de ce phénomène peut être corrigée par un ajout direct de sucre ou par l'addition de concentré de jus de raisin. Les raisins qui atteignent le stade de pleine maturité dans la vigne ou qui sont partiellement séchés par exposition au soleil après la récolte sont plus riches en sucre, du fait de la perte naturelle d'eau (séchage partiel du raisin comme dans la production du vin Malagà en Espagne). Un champignon à effet bénéfique, Botrytis cinera, peut être utilisé pour accélérer la perte d'humidité (comme pour la production de Sauternes en France). Ces raisins sont utilisés pour produire des vins de table sucrés. Des méthodes spéciales sont employées pour produire ces vins, dont l'ajout de dioxyde de sulfure, l'utilisation de petits instruments de fermentation, ou encore l'utilisation de températures fraîches afin de stopper la fermentation avant que la totalité du sucre ne soit fermentée.
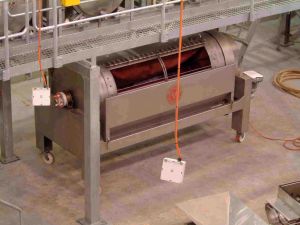
 (Source) A cause de son impact sur la composition du vin, le temps de récolte est de la plus grande importance. Une récolte prématurée donnera peu de vin et sa teneur en alcool sera faible. Une récolte tardive permettra d'obtenir une teneur élevée en alcool, et un vin peu acide. Une récolte peut se faire en une ou plusieurs fois. L'ensemble des grappes sont coupées à partir de la vigne, puis placées dans des sceaux ou des boîtes pour être enfin acheminées dans des récipients plus grands (grands bacs en Europe, dans des camions citernes en Californie et ailleurs) qui seront transportés à l'entreprise vinicole. Les systèmes de récolte mécanique, consistant à secouer les baies de la grappe ou à casser les tiges, sont très largement utilisés en Californie, en Australie, en France, et ailleurs. Dans l'entreprise vinicole, les grappes sont directement déversées dans un pressoir ou encore déchargées dans un puisard et ensuite apportées dans un pressoir par un système de transport continu. Le PressageDans la production de vin mécanisée, les grappes de raisin sont normalement écrasées et équeutées dans un même temps par un écraseur-équeuteur, composé d'un cylindre perforé contenant des spatules pouvant tourner de 600 à 1200 tours par minutes. Les raisins sont écrasés et tombent à travers le cylindre de perforation ; la plupart des tiges sortent au bout du cylindre. Un rouleau pressoir peut également être utilisé. Les anciennes méthodes utilisées de pressage avec les pieds ou avec les chaussures sont rares.
 (Source) Quand des raisins rouges sont utilisés pour produire du jus blanc, comme le Champagne en France, l'écrasement est effectué par pression. Les raisins rouges peuvent être introduits entiers dans les tanks, qui sont ensuite fermés. La respiration des fruits, se traduit par une consommation d'oxygène et par une production de dioxyde de carbone, altérant la paroi cellulaire des raisins, qui perdent ainsi leur semi perméabilité, permettant ainsi une extraction facile de la couleur. Il y a également une respiration intracellulaire d'acide malique. Ce procédé de respiration est lent, et dans les régions chaudes il peut donner des vins avec une couleur peu prononcée ainsi qu'une odeur et une acidité particulière. La séparation du jusQuand les raisins blancs sont transformés ou que l'on veut obtenir du vin blanc, le jus est habituellement séparé de la peau et des graines immédiatement après l'écrasement. Occasionnellement, pour accroître l'extraction de saveur, les peaux blanches peuvent être remises en contact avec le jus pendant 12 à 24 heures, cependant cette procédure favorise également l'extraction de couleur, parfois considérée comme indésirable. Deux procédés principaux sont utilisés pour séparer le jus des éléments solides. La plupart du jus peut s'écouler en plaçant les grappes écrasées dans un récipient avec un faux fond et des fausses parois. Ce jus est appelé « le jus d'écoulement libre », et l'amas de raisins écrasés est appelé le moût, un terme se référant au jus de raisin non fermenté, avec ou sans peau. Plus communément, les raisins écrasés dans un récipient sont placés dans un pressoir. Un panier horizontal servant de presse, exerçant une pression sur les 2 fonds à la fois, supplante progressivement le panier de presse traditionnelle. Un système de presse à vis sans fin est utilisé, plus particulièrement pour drainer la pulpe. La presse de Willmes, très utilisée pour le moût blanc, se compose d'un cylindre perforé contenant des tubes gonflables. Les raisins écrasés sont introduits dans le cylindre, et les tubes sont gonflés, pressant ainsi les raisins contre les parois du cylindre rotatif, forçant le jus à s'échapper par les perforations. Plusieurs pressions peuvent être appliquées sans avoir besoin de faire appel au travail manuel d'une presse à panier.
Les presses continues sont pratiques pour la production de vins rouges, dans lesquelles les peaux, les grains et le jus sont fermentés tous ensemble. La séparation du jus est simplifiée car elle produit des peaux moins glissantes, et la quantité de jus d'écoulement libre obtenu est par conséquent, plus importante que dans le cas du moût non fermenté. La séparation des solides les moins glissants du jus par pression est donc simplifiée. La pulpe drainée (amas écrasé obtenu après extraction du jus de raisin), de fermentation blanche ou rouge, peut être utilisée pour fournir du matériel distillé pour les vins spiritueux. De l'eau est généralement ajoutée, la fermentation est complète, et le vin à faible teneur en alcool est vidé. La pulpe peut être également lavée et pressée ou peut être distillée directement dans une distillerie. Traitement du moûtLes moûts blancs sont souvent troubles, et leur stabilisation est souvent nécessaire pour permettre la séparation des matériaux en suspensions. Quelques mesures telles que l'addition préalable de dioxyde de sulfure et l'abaissement de la température durant cette phase de stabilisation permettent d'empêcher la fermentation et de stabiliser normalement les matériaux solides. Dans plusieurs régions, les entreprises vinicoles centrifugent le moût blanc pour ôter les solides. Dans ce procédé, une importante force d'attraction est créée par le mouvement circulaire. Les moûts sont parfois pasteurisés, inactivant ainsi certaines enzymes à l'origine des brunissements. L'ajout aux moûts d'enzymes de scission des pectines pour faciliter le pressage est rare. La Bentonite, un type d'argile, peut être ajoutée aux moûts pour réduire le contenu total en nitrogène et pour faciliter la clarification. Il y a un intérêt accru dans la pré-fermentation par traitement thermique des moûts rouges pour extraire la couleur et désactiver les enzymes. Ce procédé, s'il opère rapidement à des températures modérées et sans oxydation excessive, peut être particulièrement souhaitée pour la production de vins rouges sucrés, utilisant des périodes courtes de fermentation des peaux. C'est également un procédé approprié pour l'utilisation de raisins rouges attaqués par le champignon Botrytis cinera, qui contiennent une grande quantité de polyphénol oxydase, enzyme pouvant provoquer le brunissement. FermentationLa fabrication d'un vin de haute qualité requiert un contrôle attentif lors la fermentation alcoolique. Ainsi l'attention doit se porter sur la suppression de la croissance de micro-organismes indésirables, la présence du nombre adéquate de levures désirables, une nutrition assurant le bon développement des levures, un contrôle de la température pour empêcher des chaleurs excessives et éviter l'oxydation, et une gestion appropriée du plafond de peaux flottantes dans le moûts rouges. Les peaux des raisins sont normalement recouvertes avec des bactéries, des moisissures et des levures. Les levures sauvages comme Pichia, Kloeckera, et Torulopsis sont souvent plus nombreuses que la levure de vin Saccharomyces. Bien que les espèces de Saccharomyces sont généralement considérées comme utiles pour une fermentation alcoolique efficace, il est possible que d'autres levures puissent contribuer aux saveurs, et plus particulièrement dans les premières étapes de la fermentation. On préfère Saccharomyces en raison de son efficacité à convertir le sucre en alcool et aussi car cette souche est moins sensible aux effets inhibiteurs de l'alcool. Sous des conditions favorables, Saccharomyces cerevisiae peut produire plus de 18% (par volume) d'alcool, bien que 15 à 16% soit le taux habituel. L'utilisation des levures Schizosaccharomyces pombe se fait dès les premières étapes de la fermentation alcoolique. Parce qu'elle utilise l'acide malique, cette levure peut s'avérer nécessaire dans le cas d'un moût trop acide. Néanmoins les applications commerciales n'ont pas toujours donné des résultats favorables. L'ajout au moût de bactéries lactiques en utilisant des souches métabolisant l'acide malique, est maintenant une pratique commune. Le nombre de micro-organismes indésirables est le plus élevé dans les grappes partiellement abîmées ou pourries. De tels damages peuvent se produire pendant la récolte ou le transport, spécialement lorsque les températures sont élevées. Eviter le développement des microorganismes indésirables est nécessaire, et la méthode la plus commune est d'ajouter du dioxyde de souffre aux grappes fraîchement écrasées. On l'utilise à une concentration d'environ 100 à 150 mg/L. Le dioxyde de souffre est plus toxique pour les microorganismes indésirables que pour les désirables. Quand on l'utilise dans la pulpe, un inoculum de la souche de levures souhaitée, habituellement appelée culture de levure pure' est ajoutée. Le moût est rarement pasteurisé, bien que ce procédé puisse être appliqué si la pulpe contient un taux non satisfaisants d'enzymes oxydantes provenant des grappes moisies. Les nologues et les techniciens de la science de la fabrication du vin ne sont pas d'accord sur les espèces et souches de levures les plus appropriées : toutefois, la souche des S. cerevisiae est généralement utilisée. On laisse la levure choisie se multiplier, autant que possible, dans le jus de raisin stérilisé puis on transfert la mixture dans un plus grand récipient de jus de raisin stérilisé, où elle continue de se développer jusqu'à ce que le volume désiré soit atteint. Les levures adéquates et aptes à être pressées sont ajoutées directement, évitant le travail ennuyeux de créer et maintenir des cultures pures de levures. Entre 1 à 3 % de culture de levure pure sont utilisés, ce qui suffira pour fournir une population de 1000000 de cellules/mL Le contrôle de la température pendant la fermentation alcoolique est nécessaire pour (1) faciliter le développement des levures, (2) extraire les saveurs et les couleurs des peaux, (3) permettre l'accumulation de produits souhaitables, et (4) empêcher une augmentation excessive de la température, qui tuerait les levures. La température optimum de développement des levures de vin commun est de 25°C, et dans quelques régions viticoles de la zone froide tempérée, les raisins sont écrasés à cette température. La fermentation démarre rarement à de si hautes températures, toutefois, il reste difficile d'empêcher la température d'excéder 30°C pendant la fermentation. L'extraction des saveurs et des couleurs n'est pas un problème dans le moût blanc ; les amas de raisins écrasés sont habituellement séparés des peaux avant la fermentation. La fermentation des moûts blancs à des températures relativement froides (de 10 à 15°C) aboutit à une formation et une rétention importante de sous produits souhaitables. Une caractéristique indésirable relative à la fermentation basse température est une période de finalisation trop longue (de 6 à 10 semaines au lieu de 1 à 4 semaines dans le cas de la fermentation à hautes températures) et la tendance de la fermentation à stopper pendant que les sucres résiduels restent. (N'étant pas toujours considéré comme indésirable- Par exemple, dans le cas de la production de vin Allemande). En pratique, le vin blanc de table est généralement fermenté à 20°C . Dans les moûts de vins rouges, l'extraction de couleur optimale avec un développement de levures s'opère de 22 à 28°C . La fermentation alcoolique produit de la chaleur, toutefois, un contrôle attentif de la température est nécessaire pour empêcher la température d'atteindre le stade (30°C) où le développement des levures est très limité. A de plus hautes températures, le développement s'arrêtera complètement. Le contrôle moderne de température se fait par l'utilisation d'échangeurs de chaleurs. Des méthodes plus anciennes consistaient à placer le fermenteur dans une chambre froide, d'utiliser des tuyaux froids dans le fermenteur, de pomper le moût à travers un tuyau à double parois, avec de l'eau froide dans l'entourage du tuyau ; de pomper le moût à travers un puisard contenant une bobine froide, et de pomper le liquide de refroidissement à travers une enveloppe isolante autour de la cuve. Le contact avec l'air doit être minimisé de manière à empêcher l'oxydation pendant la fermentation. Dans de très grands récipients, le volume de dioxyde de carbone est suffisant pour empêcher l'entrée d'air. Dans de petits fermenteurs, des trappes de fermentations sont insérées pour empêcher l'entrée d'air mais permettre la sortie de CO 2 . Ces trappes sont particulièrement souhaitables pendant la dernière étape de fermentation, quand l'évolution du CO 2 est lente. En suivant la fermentation, une faible quantité de dioxyde de sulfure est ajoutée de manière à empêcher l'oxydation. L'acide ascorbique (de 50 à 100 mg par litre) est parfois utilisé pour réduire l'oxydation et par conséquent la quantité de dioxyde de souffre, utilisé en tant qu'anti-oxydant, mais cela reste peu recommandée en général. La couche de peaux et de pulpe flottante au dessus du jus lors de la fermentation du vin rouge inhibe l'extraction de la saveur et la couleur, elle peut également être à l'origine d'une augmentation de la température (atteignant des valeurs indésirables) et cette couche peut également acidifier le milieu si on la laisse sécher. Ces problèmes sont évités en submergeant la couverture flottante au moins 2 fois par jour pendant la fermentation. Cette opération, plus facile à mettre en place avec de petits fermenteurs, devient difficile avec les larges, comme les grands fermenteurs de plus de 100000 gallons (380,000-litre) de capacités. Dans les grandes unités, la fermentation doit être tirée vers le fond et pompée vers le haut. L'utilisation de petits instruments de fermentation permet un plus important pourcentage de pertes de chaleurs dans l'atmosphère environnante, simplifiant le contrôle de la température.

Traitement de post-fermentationAvec une composition appropriée de moût, la souche de levures, la température, et d'autres facteurs, la fermentation alcoolique cesse quand la quantité de sucre fermentescible disponible devient très faible (environ 0,1%). La fermentation n'atteindra pas ce stade si (1) les moûts ayant une forte teneur en sucre sont fermentés, (2) des souches de levures intolérantes à l'alcool sont utilisées, (3) quand les fermentations sont effectuées à trop basses ou trop hautes températures, et (4) quand la fermentation sous pression est pratiquée. La fermentation de moûts normaux s'effectue entre 10 et 30 jours. Dans la plupart des cas, la majorité des cellules de levures se retrouvera dans les sédiments ou lies'. La séparation du vin surnageant du lie est appelée l'égouttage. Les récipients sont maintenus plein grâce au « nappage », une méthode fréquemment utilisée alors que la température du vin et par conséquent son volume, diminuent. Au cours des premières étapes, le nappage est nécessaire toutes les 1 à 2 semaines. Après, tous les mois ou tous les 2 mois est suffisant. Normalement, le premier égouttage devrait être fait entre la première et la deuxième semaine après l'achèvement de la fermentation, et plus particulièrement dans les régions chaudes ou dans les caves chaudes, de manière à ce que les levures dans les dépôts épais du lie puissent s'autodétruire par autolyse (auto digestion), créant des odeurs rances. Un égouttage prématuré n'est pas conseillé pour les vins avec une acidité élevée Par exemple, les produits dans les régions froides ou issues de variétés hautement acides. Certains vins restent en contact avec au moins une portion du lie pendant 2 à 4 mois, permettant ainsi l'autolyse de quelques levures dans le but de libérer certains aminoacides et d'autres facteurs de croissance favorisant le développement de bactéries lactiques. Ces bactéries pourront alors induire la 2 ème fermentation (malolactique). La fermentation malolactiqueLes nologues ont découvert depuis quelques temps que les vins jeunes présentaient fréquemment une 2 ème évolution du dioxyde de carbone, ayant lieu dès fois après la fermentation alcoolique. Cela résulte de la fermentation malolactique, dans laquelle l'acide malique est séparé en acide lactique et en dioxyde de carbone. Cette fermentation est due à l'action de certaines enzymes produites par des bactéries lactiques. La saveur des sous-produits dont la composition reste inconnue est également produite pendant cette fermentation. La fermentation malolactique est souhaitable quand les vins jeunes ont une teneur en acide malique trop élevée, comme en Allemagne, ou quand des nuances de goûts particulières sont recherchées, comme pour le vin rouge de Bourgogne et le Bordeaux en France. Dans les autres régions, quelques producteurs favorisent la fermentation malolactique, et d'autres non, cela dépend du caractère spécifique que l'on souhaite donner au vin. Dans toutes les régions, cette seconde fermentation est quelque peu capricieuse. Un produit, le diacétyle (agent aromatique et une saveur), semble bénéfique à de faibles teneurs et néfaste pour des teneurs trop élevées. A de faibles températures, la fermentation malolactique s'effectue lentement, si ce n'est pas du tout. Les caves allemandes sont souvent équipées de tuyaux à vapeur, de manière à augmenter la température et à favoriser cette fermentation. La bactérie peut ne pas se développer à cause d'une carence ou d'une absence totale d'aminoacides essentiels. La plupart des bactéries lactiques peuvent être inhibées en présence de 70 à 100 mg/L de dioxyde de sulfure.. Une fermentation malolactique excessive peut produire des vins trop peu acides (goût plat) ou alors avec des odeurs désagréables (moisissures, choucroutes, ou diacétyle). Certaines erreurs peuvent être évitées grâce à un égouttage, une filtration et un ajout de dioxyde de sulfure, effectués relativement tôt. ClarificationCertains vins déposent leur matière en suspension (cellules de levure, particules de peau, ) très rapidement, et le vin surnageant reste quasiment brillant. Cela est particulièrement vrai quand on utilise des tonneaux de 50 gallons, qui présentent un plus grand ratio Surface/Volume que les gros récipients. L'intérieur rugueux de la tonnellerie en bois facilite le dépôt des matières en suspension. Les autres vins peuvent apparaître comme troubles pendant de longues périodes, particulièrement dans les régions chaudes ou bien à cause de l'utilisation de grandes cuves. La suppression des particules en suspension au fil du temps s'appelle la clarification. Les principales étapes impliquées sont l'affinage, la filtration, la centrifugation, la réfrigération, les échanges d'ions et le chauffage. L'affinageL'affinage est une ancienne pratique où l'on ajoute au vin une substance favorisant la clarification est ajouté. Les principaux procédés impliqués sont adsorption, réaction chimique et adsorption, et éventuellement des mouvements physiques. Les protéines et les cellules de levures sont adsorbées par un agent d'affinage tel que la bentonite (un type d'argile formé principalement par les montmorillonites) ou de la gélatine. Des réactions chimiques se déroulant avec le tannin et la gélatine peuvent être suivies par l'adsorption des composés en suspensions. Si une substance inerte, telle que la silice, est ajoutée à un vin trouble, une sorte de clarification aura lieu simplement par le mouvement des particules inertes de silices au travers du vin. Cette action peu certainement se généraliser avec l'ajout de n'importe quel agent d'affinage. La bentonite a largement remplacé tous les autres agents d'affinage. Quelques agents d'affinage tel que la gélatine, la caséine, le blanc d'uf, le nylon et le PVPP(polyvinyle pyrrolidone) peuvent être utilisés pour des besoins spécifiques, comme l'élimination de l'excès de tannin ou de couleur. Les quantités excessives de métaux, particulièrement le fer et le cuivre, peuvent être présents dans le vin, en raison du contact avec les surfaces en fer ou en métal. Cela engendre une turbidité persistante et éliminée par l'utilisation d'agents d'affinages tels que le cyanure ferrique (affinage bleu), longtemps recommandé en Allemagne. Cufex, un produit contenant du cyanure ferrique de potassium, peut être utilisé aux Etats-Unis sous des normes de contrôles très strictes. Les phytates ont été utilisées pour supprimer le fer. Dans les entreprises viticoles modernes, les opérations concernant une teneur excessive en métal sont rares, principalement en raison de l'utilisation d'équipement en acier inoxydable.
 (Source) FiltrationLa filtration est une autre ancienne pratique, et les premiers filtres consistaient en des couvertures de vêtements rugueux au travers desquelles le vin était versé. Les filtres modernes sont fabriqués à partir de fibres de cellulose constituée de différentes porosités, ou consistent en des filtres à membranes, aussi avec différentes catégories de porosités. La taille des pores de certains filtres est suffisamment petite pour supprimer les cellules de levure et la majorité des bactéries cellulaires, mais le bon fonctionnement des filtres ne dépend pas uniquement de la taille des pores mais aussi d'une certaine quantité d'adsorption. Les filtres à diatomées, communément ajoutées au vin pendant la filtration, augmentent la durée de vie des filtres en retardant l'obstruction des pores. CentrifugationLa centrifugation, ou rotation à grande vitesse, utilisée pour la clarification des moûts, est aussi appliquée aux vins qui sont difficiles à clarifier par d'autres moyens. Cette opération nécessite un contrôle attentif pour éviter une oxydation indue et une perte d'alcool pendant l'opération. RéfrigérationLa réfrigération aide la clarification du vin de plusieurs manières. Une réduction de la température empêche souvent à la fois le développement des levures et l'évolution du taux de dioxyde de carbone, qui tend à maintenir en suspension les cellules de levures. Le dioxyde de carbone est plus soluble à des températures plus faibles. La principale raison de la turbidité est la précipitation lente de l'acide tartrique de potassium (crème de tartare) à mesure que le vin vieillit. Une précipitation rapide peut être induite par une réduction de la température entre -7 et -5 °C pendant une à deux semaines. Si le vin obtenu est filtré de l'ensemble du tartrate, la précipitation du tartrate ne causera plus de problèmes de turbidité. L'échange d'ionsUne autre méthode de stabilisation du tartrate est de passer une portion de vin à travers un outil appelé un échangeur d'ions. Si cet échangeur d'ions est chargé avec du sodium, il remplacera le potassium par de l'acide tartrique de potassium, un tartrate plus soluble. Habituellement, si le potassium contenu dans le mélange traité ou non traité du vin est diminué jusqu'à environ 500 mg par litre, il n'y aura pas d'autre précipitation. Il peut y avoir des exceptions, toutefois, et pour être en sécurité, la teneur en potassium et en tartrate, ainsi que le pH sont compris dans le calcul. L'utilisation de l'échange d'ions est illégale dans plusieurs pays. Le chauffageBeaucoup de vins contiennent une petite quantité de protéines engendrant une turbidité aussi bien par précipitation ou par réaction avec le cuivre ou d'autres métaux, qui forment des agrégats et par conséquent occasionnent un trouble. L'utilisation de la bentonite supprime certaines protéines, l'adsorption de protéines est augmentée si le vin est chaud quand il est affiné. La pasteurisation de 70 à 82°C peut donc être utilisée pour précipiter les protéines, mais dans les pratiques modernes, ce procédé est rarement employé pour favoriser la clarification.
 (Source) Lecture suivantes:
|
|
| ||||||||
| Food-Info.net is an initiative of Stichting Food-Info, The Netherlands | 
| |||||||||||

































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}