| Food-Info.net> Productos > Productos lácteos
Producción de Queso
 
Para la mayoría de los quesos producidos en el mundo se utiliza leche de vaca. Sin embargo la leche de otros animales, especialmente de cabra y de oveja también se utliza ampliamente. La calidad de la leche utilizada en la elaboración de quesos (semi) industrial está controlada rígidamente en Europa. La mayoría de los quesos se hacen con leche tratada térmicamente o pasteurizada (tanto entera, como semidesnatada, o desnatada). Si la leche utilizada no está pasteurizada, el queso debe madurarse al menos durante 60 días a temperatura no superior a 4ºC para asegurar la seguridad contra organismos patógenos. Los requerimientos de pasteurización de la leche para la elaboración de quesos concretos se regulan de manera diferente según el país.
La elaboración del queso tiene una serie de etapas principales que son comunes para la mayoría de ellos.
La leche para la elaboración del queso se pretrata, posiblemente premadurándola después de añadir el cultivo de la bacteria apropiada para el tipo de queso, y de mezclarse con el cuajo.
La actividad enzimática del cuajo hace que la leche coagule en un gel sólido conocido como coágulo. Éste se corta con herramientas especiales en pequeños cubos del tamaño deseado en primer lugar para facilitar la expulsión del suero. Durante el resto de la elaboración de la cuajada, las bacterias crecen y forman ácido láctico, y los gránulos de cuajada se someten a tratamiento mecánico con herramientas de remover, mientras al mismo tiempo se calienta la cuajada de acuerdo con un programa prefijado.
El efecto combinado de estas tres acciones crecimiento bacteriano, tratamiento mecánico y tratamiento térmico resulta en una sinergia, por ejemplo, la separación del suero de los gránulos de cuajada. La cuajada finalizada se coloca en moldes de metal, madera o plástico, lo que determina la forma final del queso.
El queso se prensa, o bien por su propio peso, o más comúnmente aplicando presión en los moldes. El tratamiento durante la creación de la cuajada y el prensado determinan las características del queso. El sabor final del queso se determina durante su maduración.
Distintas etapas de la elaboración del queso se discuten seguidamente.
Pasteurización
Antes de que la propia elaboración del queso comience, la leche normalmente se somete a un pretratamiento diseñado para crear las condiciones óptimas para la producción.
La leche que se utiliza para quesos que requieren más de un mes de maduración no necesita obligatoriamente ser pasteurizada, pero generalmente es así.
La leche para quesos no madurados (queso fresco) debe estar pasteurizada. Esto implica que la leche para la elaboración de quesos que requieren por lo menos un periodo de maduración de un mes no necesita estar pasteurizada en la mayoría de los países.
La leche prevista para Emmenthal, Parmesano y Grana originales, algunos tipos de queso duro, no se debe calentar más de 40ºC , para evitar que sean afectados el sabor, el aroma y la expulsión de suero. La leche prevista para estos tipos de queso normalmente viene de granjas lácteas seleccionadas donde se hacen inspecciones del ganado frecuentes.
Aunque se considera que el queso hecho con leche sin pasteurizar tiene mejor sabor y aroma, la mayoría de los productores (excepto los que hacen quesos extraduros) pasteurizan la leche porque la calidad rara vez depende de ello y se arriesgan a no pasteurizarla.
La pasteurización debe ser suficiente como para matar las bacterias capaces de afectar la calidad del queso, por ejemplo los coliformes, que pueden causar un inflado prematuro y sabor desagradable. La pasteurización normal, que se hace a 72- 73 ºC durante 15.20 segundos, es la más comúnmente aplicada.
Sin embargo, los microorganismos formadores de esporas que se encuentren en forma de espora sobreviven a la pasteurización y pueden causar graves problemas durante el proceso de maduración. Un ejemplo es el Clostridium tyrobutyricum , que forma ácido butírico y grandes volúmenes de gas hidrógeno mediante la fermentación del ácido láctico. Este gas destruye la textura del queso por completo (inflado), sin mencionar el hecho de que el ácido butírico es desagradable.
Un tratamiento térmico más intenso reduciría el riesgo particular, pero también trastocaría las propiedades de la leche para hacer el queso. Por lo tanto se utilizan otros medios de reducir bacterias termotolerantes.
Tradicionalmente, ciertos productos químicos se añaden a la leche antes de la producción para prevenir el inflado y el desarrollo de sabores desagradables que causan las bacterias formadoras de esporas termorresistentes (principalmente Clostridium tyrobutyricum). El productos químicos más comúnmente utilizado es el nitrato de sodio (NaNO3), pero en la producción del queso Emmenthal, el peróxido de hidrógeno (H2O2) también se usa. Sin embargo, como el uso de sustancias químicas se ha criticado ampliamente, se han adoptado medios mecánicos para reducir le número de microorganismos indeseados, particularmente en países donde el uso de inhibidores químicos está prohibido.
Cultivos starter o iniciadores
El cultivo starter o iniciador es un factor muy importante en la fabricación de queso; hace varias tareas.
Se utilizan dos tipos principales de cultivo:
- Cultivos mesófilos con una temperatura óptima entre 20 y 40ºC
y
- Cultivos termófilos que se desarrollan a partir de 45ºC .
Los que se utilizan más frecuentemente son mezclas de cepas, en los que dos o más cepas de ambos tipos, bacterias mesófilas y termófilas, existen en simbiosis, es decir, por su mutuo beneficio. Estos cultivos no solo producen ácido láctico sino también componentes aromáticos y CO2. El dióxido de carbono es esencial para crear cavidades en los tipos de queso redondos y granulares. Por ejemplo Gouda, Manchego y Tilster de cultivos mesófilos y Emmenthal y Gruyère de cultivos termófilos.
Cultivos mono-cepa se utilizan principalmente donde el objetivos es desarrollar ácido y contribuir a la degradación de proteínas, como por ejemplo, en el Cheddar y tipos relacionados de queso.
Hay tres características de principal importancia en la fabricación de quesos, y son:
- Capacidad de producir ácido láctico
- Capacidad de romper las proteínas y, cuando se pueda aplicar,
- Capacidad de producir dióxido de carbono.
La principal función del cultivo es la del formar ácido en el requesón.
Cuando la leche coagula, las células bacterianas se concentran en el coagulo y por lo tanto en el queso. La síntesis de ácido baja el pH, lo cual es importante en la asistencia de la sinergia (contracción del coágulo acompañado por la eliminación de suero).
Además, se liberan sales de calcio y fósforo, lo que influye en la consistencia del queso y ayuda a incrementar la firmeza de la cuajada.
Otra de las funciones importantes llevada a cabo por las bacterias productoras de ácido es suprimir las bacterias supervivientes tras la pasteurización o las bacterias procedentes de una recontaminación, que necesitan lactosa o no pueden tolerar el ácido láctico.
La producción de ácido láctico para cuando toda la lactosa del queso (excepto en los quesos suaves) se ha fermentado. La fermentación de ácido láctico es un proceso relativamente rápido, normalmente. En ciertos tipos de queso, como el Cheddar, se debe completar antes de que el queso se prense, y en otros quesos en una semana.
Si el starter también contiene bacterias formadoras de CO2, la acidificación del requesón se acompaña con la producción de dióxido de carbono a través de la acción de bacterias fermentadoras de ácido láctico. Cultivos con mezcla de cepas con la capacidad de fabricar CO2 son esenciales para la producción de quesos con texturas con agujeros redondos o de forma irregular. El gas evolucionado se disuelve inicialmente en la fase húmeda del queso; cuando la solución se satura, el gas se libera creando agujeros.
El proceso de madurado en quesos duros y en algunos semiduros es una combinación de efectos proteolíticos de las enzimas originales de la leche y de las de las bacterias en el cultivo, junto con la enzima del cuajo, que causan la descomposición de las proteínas.
Otros añadidos antes de hacer la cuajada
Cloruro de calcio (CaCl2)
Si la leche es de baja calidad para la fabricación de quesos, el coágulo estará blando. Esto resultará en fuertes pérdidas de productos delicados (caseína) y de grasa, así como en una sinergia pobre a la hora de hacer el queso.
De 5 a 20 gramos de cloruro de calcio por 100 Kg de leche es suficiente normalmente para alcanzar una coagulación constante en el tiempo y que resulte en una firmeza suficiente del coágulo. Añadir cloruro de calcio en exceso puede hacer que el coágulo sea tan duro que sea difícil de cortar.
Para la producción de queso bajo en grasa, si esta permitido por la ley, a veces se puede añadir a la leche fosfato disódico (Na2PO4), normalmente 10-20 g/kg, antes de que el cloruro de calcio se añada. Esto hace incrementar la viscosidad del coágulo debido a la formación de fosfato de calcio coloidal (Ca3(PO4)4), que tiene casi el mismo efecto que los glóbulos de grasa de la leche atrapados en la cuajada.
Dióxido de carbono (CO2)
Añadir CO2 es un método para mejorar la calidad de la leche para queso. El dióxido de carbono esta de manera natural en la leche, pero la mayor parte de éste se pierde en el curso del procesado. La adición de dióxido de carbono de manera artificial baja el pH de la leche; el pH original se reduce normalmente de 0.1 a 0.3 unidades. Esto resultará en un periodo menor de coagulación. El efecto se puede utilizar para obtener un tiempo de coagulación similar con una cantidad menor de cuajo.
Nitrato de Sodio o de Potasio (NaNO3 o KNO3)
Puede que se experimenten problemas si la leche para hacer el queso contiene bacterias del ácido butírico (Clostridia) y/o bacterias coliformes.
El nitrato de sodio o de potasio se puede utilizar para contrarrestar a estas bacterias, pero la dosis debe determinarse de manera precisa dependiendo de la composición de la leche, el proceso de elaboración del tipo de queso, etc. Porque demasiado nitrato también inhibiría el crecimiento del starter. Demasiada dosis de nitrato puede afectar en la maduración del queso o incluso para el proceso.
El nitrato en dosis altas puede decolorar el queso, formando rayas rojizas y sabor impuro.
La máxima dosis permitida es sobre 30 g de nitrato por cada 100 kg de leche.
En la década pasada el uso del nitrato se cuestionó desde el punto de vista médico, y en algunos países esta prohibido.
Agentes colorantes
El color del queso esta determinado en gran medida por el color de la nata de la leche, y sufre variaciones estacionales. Se utilizan colorantes como caroteno y orleana, un tinte natural de anatto, para corregir las variaciones estacionales en países donde el tinte está permitido.
La clorofila verde (tiente de contraste) se utiliza también, por ejemplo en los quesos con venas azules, para obtener un color pálido que contraste con el azul del hongo.
Cuajo
Excepto por los tipos de queso fresco tales como el requesón y el quarg, en los que la leche la coagula principalmente el ácido láctico, toda la manufactura de queso depende de la formación de la cuajada por la acción del cuajo o de enzimas similares.
La coagulación de la caseína es un proceso fundamental en la elaboración de queso. Generalmente se hace con cuajo, pero también se pueden utilizar enzimas proteolíticas, así como la acidificación de la caseína hasta el punto dieléctrico (pH 4.6 4.7)
El principio activo del cuajo es una enzima llamada quimiosina, y la coagulación tiene lugar después de que se añada el cuajo a la leche. Hay varias teorías acerca del mecanismo del proceso, y todavía hoy no se ha entendido completamente. Sin embargo, es evidente que el proceso opera en diferentes etapas; habitualmente se distinguen así:
- Transformación de la caseína en paracaseína bajo la influencia del cuajo.
- Precipitación de la paracaseína en presencia de iones de calcio.
El proceso entero está gobernado por la temperatura, la acides, y el contenido de calcio de la leche, así como por otros factores. La temperatura óptima para el cuajo está alrededor de 40ºC , pero en la práctica se utilizan temperaturas menores, básicamente para evitar un excesivo endurecimiento del coágulo.
EL cuajo se extrae del estómago de terneros jóvenes y se comercializa en forma de solución con una concentración desde 1:10 000 hasta 1:15 000, lo que significa que una parte de cuajo puede coagular de 10000 a 15000 partes de leche en 40 minutos a 35ºC . Se utiliza también cuajo bovino porcino, normalmente en combinación con cuajo de ternera (50:50, 30:70, etc.). El cuajo en polvo normalmente es 10 veces más fuerte que el cuajo líquido.
Sustitutos para el cuajo animal
Hace unos 50 años, se iniciaron investigaciones para encontrar sustitutos para el cuajo animal. Lo hicieron principalmente India e Israel como respuesta al rechazo de los vegetarianos a los quesos hechos con cuajo de origen animal. En el mundo musulmán el uso de cuajo de porcino no es cuestionable, lo que es otra razón más para buscar un sustituto adecuado. El interés en los productos sustitutos ha crecido recientemente debido a la escasez de cuajo animal de buena calidad.
Hay dos tipos principales de coagulantes sustitutos:
- Enzimas coagulantes procedentes de plantas,
- Enzimas coagulantes procedentes de microorganismos.
Los investigadores han demostrado que la capacidad de coagulación generalmente es buena con preparaciones hechas de enzimas de las plantas. Una desventaja es que el queso normalmente desarrolla un sabor amargo durante el almacenaje.
Se han investigado varios tipos de bacterias y de mohos, y las enzimas coagulantes que producen se conocen bajo varios nombres comerciales. La tecnología del ADN se ha utilizado recientemente, y se está probando minuciosamente un cuajo de ADN con idénticas características al cuajo del ternero con vistas a aprobarlo en cuestiones de seguridad.
|
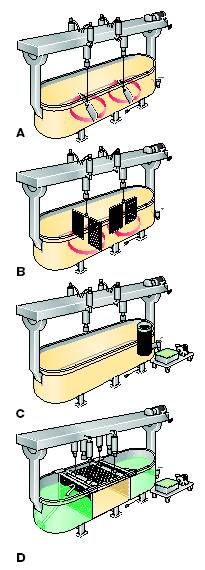
Ejemplo de una cuba convencional de queso en diferentes etapas:
A : durante el removido
B : durante el cortado
C : durante el drenaje del suero
D : durante el prensado
Fuente :
Dairy Processing Handbook, Tetrapak Sweden |
Cortado del coágulo
El tiempo de cuajado o coagulado es sobre 30 minutos. Antes de que se corte el coágulo, normalmente se lleva a cabo una prueba simple, para establecer la calidad del eliminado del suero. Típicamente, se introduce un cuchillo en la leche coagulada y se lleva despacio hacia arriba hasta que se rompa el cuajo. Se considera que el coágulo está listo para cortar tan pronto como se pueda observar que hay un defecto al partirlo en dos, que tenga apariencia cristalina. Un cortado suave hace que se rompa la cuajada en gránulos de 3 a 15 mm . de tamaño, dependiendo del tipo de queso. Cuanto más fino el corte, será menos el contenido de humedad del queso resultante.
Pre-removido
Inmediatamente después de cortarlo, los gránulos de cuajada son muy sensibles al tratamiento mecánico, por lo que el removido tiene que ser cuidadoso. Debe ser, sin embargo, lo suficientemente rápido como para mantener los gránulos suspendidos en el suero. La sedimentación de la cuajada en el fondo de la cuba causa la formación de agregados. Esto pone a prueba el sistema de removido, que debe ser muy fuerte. La cuajada de queso con bajo contenido en grasa tiene una fuerte tendencia a sedimentar en el fondo de la cuba, lo que significa que el régimen de removido debe ser más intenso que aquél para los quesos con alto contenido en grasa. Los agregados pueden influir en la textura del queso y causar una pérdida de caseína en el suero.
Predrenaje del suero
En algunos tipos de queso, como el Gouda y el Edam, es deseable deshacerse de los gránulos de suero de cierto tamaño para que puedan ser administrados directamente añadiendo agua caliente a la mezcla de cuajada y suero, lo que también hace disminuir la cantidad de lactosa. Algunos productores también drenan el suero para reducir el consumo de energía necesario para el calentamiento indirecto del requesón. Para cada tipo individual de queso es importante que la misma cantidad de suero normalmente el 35%, algunas veces hasta el 50% del volumen de la tanda se drene cada vez.
Calentamiento/Cocinado/Escaldado
El tratamiento térmico se requiere durante la elaboración del queso para regular el tamaño y la acidez de la cuajada. El crecimiento de bacterias productoras de ácido está limitado por el calor, que por lo tanto se utiliza para regular la producción de ácido láctico. Aparte del efecto bacteriológico, el calor también promueve la contracción de la cuajada acompañada de la expulsión de suero (sinergia).
Dependiendo del tipo de queso, el calentamiento se puede realizar de las siguientes maneras:
- Mediante vapor en la chaqueta del tanque.
- Mediante vapor en la chaqueta en combinación con la adición de agua caliente en la mezcla cuajada/suero.
- Mediante la adición de agua caliente en la mezcla cuajada/suero únicamente.
El tiempo y la temperatura del programa de calentamiento se determinan por el método de calentamiento y por el tipo de queso. El calentamiento a temperaturas superiores a 40ºC , algunas veces se llama cocinado, normalmente se lleva a cabo en dos etapas. A 37- 38ºC la actividad de las bacterias del ácido láctico mesófilas se retarda, y se interrumpe el calentamiento para comprobar la acidez, después de lo cual el calentamiento continúa hasta la temperatura final deseada. Por encima de los 44ºC las bacterias mesófilas se desactivan totalmente, y se morirán si se mantienen a 52ºC entre 10 y 20 minutos.
El calentamiento por encima de 44ºC se llama típicamente escaldado. Algunos tipos de queso, como el Emmenthal, el Gruyère, el Parmesano y el Grana, se escaldan a temperaturas superiores de 50- 56ºC . Sólo las bacterias productoras de ácido láctico más termorresistentes sobreviven a este tratamiento. Una que hace esto es la Propionibacterium freudenreichii ssp. shermanii, que es muy importante en la formación del carácter del queso Emmenthal.
Removido final
La sensibilidad de los gránulos de cuajada decrece según se va calentando y removiendo. Se exuda más suero de los gránulos durante el final del periodo de removido, principalmente debido a la contínua formación de ácido láctico pero también por el efecto mecánico del removido.
La duración de la etapa final de removido depende de la acidez deseada y del contenido de humedad del queso.
Eliminación final del suero y principios del manejo de la cuajada
Tan pronto como se haya obtenido la acides y la firmeza de la cuajada y se haya sido comprobada por le productor el suero residual se separa de la cuajada mediante varios métodos, dependiendo del tipo de queso.
Queso con textura granular
Una manera es retirar directamente el suero de la cuba de queso; esto se utiliza principalmente con cubas abiertas, operadas manualmente. Después del drenaje, la cuajada se transvasa a unos moldes. El queso resultante adquiere una textura con ojos o agujeros irregulares, también llamada textura granular. Figura 14.12. Los agujeros los forma principalmente el gas dióxido de carbono, que se ve envuelto normalmente por los llamados cultivos starter LD (Lactococcus lactis, Leuconostoc cremoris y Lactococcus diacetylactis).
Si los gránulos de cuajada s exponen al aire antes de ser recolectados y prensados, no se fusionan por completo; Un gran número de pequeñas bolsas de aire quedan en el interior del queso. El dióxido de carbono que se forma y se libera durante el periodo de maduración llena y gradualmente agranda estos huecos. Los agujeros así formados tienen forma irregular.
El suero también puede drenarse mediante el bombeo de la mezcla de cuajada y suero a través de un colador vibrante o rotativo, donde se separen los gránulos del suero y se echen directamente a los moldes. El queso resultante tiene una textura granular.
Queso con ojos redondos
Las bacterias productoras de gases, de manera similar a las mencionadas arriba, también se usan en la producción de quesos con ojos redondos, pero el procedimiento es algo diferente.
De acuerdo con métodos más antiguos, como por ejemplo la producción de queso Emmenthal, la cuajada se recolectaba en telas mientras estaba todavía en el suero, y después se transfería a un gran molde con una combinación de drenaje y de tabla que ejercía presión. Esto evitaba la exposición de la cuajada al aire antes de la recolección y del prensado, lo que es un factor importante a la hora de obtener una textura correcta para el tipo de queso del que se trate.
Los estudios acerca de la formación de agujeros /ojos redondos, han demostrado que cuando se recolectan los gránulos de cuajada bajo la superficie del suero, la cuajada contiene cavidades microscópicas. Las bacterias starter se acumulan en estas cavidades pequeñas y llenas de suero. El gas que se forma cuando empiezan a crecer, inicialmente se disuelve en el líquido, pero según continúa el crecimiento bacteriano, ocurre una supersaturación que resulta en la formación de pequeños agujeros. Más tarde, después de que la producción de gas haya parado debido a la falta de sustrato, la difusión se convierte en el proceso más importante. Esto hace crecer algunos de los agujeros que ya son relativamente grandes, mientras que los pequeños desaparecen. El crecimiento de los agujeros más grandes a expensas de los más pequeños es una consecuencia de las leyes de la tensión superficial, que declaran que se requiere menor presión de gas hacer aumentar un agujero grande que uno pequeño.
Queso con textura cerrada
Los quesos de textura cerrada, de los que el Cheddar es un ejemplo típico, normalmente se hacen con cultivos iniciadores que contienen bacterias que no forman gas típicamente una sola cepa de bacterias productoras de ácido láctico como Lactococcus cremonis y Lactococcus lactis.
La técnica específica de procesado puede, sin embargo, resultar en la formación de cavidades llamados agujeros mecánicos. Mientras los agujeros en los quesos granulosos y los que tienen agujeros con forma de ojo tiene una apariencia con cierto brillo característico, los agujeros mecánicos tienen sus superficies interiores rugosas.
Cuando el suero ha alcanzado una acidez de 00.2-0.22% de ácido láctico (cerca de dos horas después del cuajado), el suero se drena y la cuajada se somete a una forma especial de tratamiento llamada Cheddaring. Tras la descarga total del suero, la cuajada se deja para que continúe acidificándose y poniéndose mate. Durante este periodo, típicamente unas 2 2.5 horas, la cuajada se almacena en bloques, a los que se da la vuelta.
Tratamiento final de la cuajada
Como hemos mencionado previamente, la cuajada se puede tratar de varias formas después de que todo el suero libre se haya quitado. Puede ser:
- transferida directamente a los moldes (quesos granulosos),
- preprensada en un bloque y cortada en piezas de tamaño adecuado para meterlas en los moldes (quesos con ojos), o
- mandada a que sufra el proceso de Cheddaring, la última fase, que incluye que se muela en astillas que pueden ser saladas en seco y, o bien cortadas en aros o bien, si se va a utilizar para los tipos de queso Pasta Filata, pueden ser transferidas sin salar a una máquina que lo cocina y lo estira.
Prensado
Después de haberla moldeado, la cuajada se somete a un prensado final, cuyo propósito es cuadruple:
- Para asistir a la expulsión final de suero
- Para proporcionar textura
- Para darle forma al queso
- Para proporcionarle corteza a los quesos con largos periodos de maduración.
La tasa de prensado y la presión aplicada se adaptan a cada tipo particular de queso. El prensado debe ser gradual al principio, porque una presión inicial grande comprime la capa superficial y puede bloquear la humedad en los huecos del interior del queso.
Salado
En el queso, como en una gran parte de alimentos, la sal funciona normalmente de condimento. Pero la sal tiene otros efectos importantes, como retardar la actividad de los cultivos iniciadores y de los procesos bacterianos asociados a la maduración del queso. La aplicación de sal a la cuajada provoca que se expela mayor humedad, tanto por el efecto osmótico como por el efecto del salado en las proteínas. La presión osmótica se puede comparar con la creación de succión en la superficie de la cuajada, que causa que la humedad se prolongue.
Con muy pocas excepciones, el contenido de sal del queso es 0.5 2%. El queso azul y las variantes de queso blanco tipo encurtido (Feta, Domati, etc), sin embargo tienen un contenido de sal del 3 7%.
El intercambio de calcio por sodio en el paracaseinato resulta de que el salado también tiene una influencia positiva en la consistencia del queso, que se hace más suave. En general, la cuajada se expone a la sal a un pH de 5.3 5.6, es decir, aproximadamente después de 5 -6 horas después de añadir un cultivo iniciador vital, si la leche no contiene sustancias que inhiban el crecimiento bacteriano.
Salado en seco
El salado en seco se puede hacer tanto mecánica como manualmente. La sal se aplica manualmente desde un cubo o un recipiente similar que contiene la cantidad adecuada (está pesada) que se debe esparcir tanto como sea posible alrededor del requesón después de que todo el suero haya sido expulsado. Para una distribución completa, la cuajada debe removerse durante 5 10 minutos.
Hay varias maneras de distribuir la sal sobre la cuajada mecánicamente. Una es la que se utiliza para la dosificación de sal en las astillas de Cheddar durante la etapa en que pasan por una máquina contínua.
Salado por salmuera
Hay varios sistemas de salado por salmuera disponibles, desde los más simples hasta los técnicamente muy avanzados. Todavía, el sistema más utilizado es poner el queso en un recipiente con salmuera. Estos contenedores se deben poner en una habitación refrigerada a unos 12 14ºC .
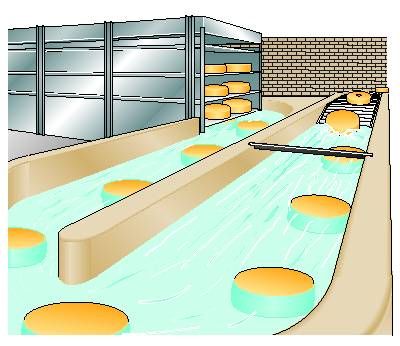
Sistema de salado por salmuera industrial.
Fuente: Dairy Processing Handbook, Tetrapak Suecia
Contenido de sal de distintos tipos de queso
% sal
- Queso fresco 0.25 1.0
- Emmenthal 0.4 1.2
- Gouda 1.5 2.2
- Cheddar 1.75 1.95
- Limburger 2.5 3.5
- Feta 3.5 7.0
- Gorgonzola 3.5 5.5
- Otros quesos azules 3.5 7.0
Madurado y almacenaje del queso
Madurado (curado)
Después de que el queso se corte, a parte del queso fresco, sufre toda una serie de procesos desde el punto de vista microbiológico, bioquímico y de naturaleza física.
Estos cambios afectan tanto a la lactosa como a las proteínas y a la grasa, y constituye un ciclo de maduración que varía ampliamente entre quesos duros, semiduros y quesos blandos. Dentro de estos grupos se pueden dar también diferencias considerables.
Descomposición de la lactosa
Las técnicas que se han dispuesto para hacer diferentes tipos de queso siempre se han dirigido hacia el control y la regulación del crecimiento y de la actividad metabólica de las bacterias productoras de ácido láctico. De esta manera se puede influir simultáneamente en el grado y la velocidad de fermentación de la lactosa. Se ha dicho anteriormente en el proceso de elaboración del Cheddar, que la lactosa se fermenta antes de que la cuajada se agregue. En lo que concierne al resto de quesos la fermentación de la lactosa se debe controlar de manera que la mayor parte de la descomposición tenga lugar durante el prensado del queso y, como tarde, durante la primera semana o las dos primeras semanas de almacenaje.
El ácido láctico que se produce, se neutraliza en gran medida en el queso mediante componentes tampón de la leche, de los que la mayoría se han incluído en el coágulo. El ácido láctico está por lo tanto presente en forma de lactatos, en el queso terminado. En una etapa posterior, los lactatos proporcionan un sustrato adecuado para las bacterias del ácido propiónico, que son una parte importante de la flora del Emmenthal, el Gruyère y tipos parecidos de queso.
Aparte de los ácidos propiónico y acético, se forman cantidades considerables de dióxido de carbono, que son causa directa de la formación de grandes ojos redondos en los tipos de queso mencionados anteriormente.
Los lactatos también pueden ser degradados por las bacterias del ácido butírico, si las condiciones son, por el contrario, favorables para esta fermentación, en la que el hidrógeno evoluciona además de ciertas sustancias volátiles y dióxido de carbono. Esta fermentación defectuosa tiene lugar en una etapa tardía, y de hecho, el hidrógeno puede causar que el queso estalle.
La fermentación de la lactosa es causada por la enzima lactasa, presente en las bacterias del ácido láctico.
Descomposición protéica
La maduración del queso, especialmente de quesos duros, se caracteriza en primer lugar, y principalmente, por la descomposición de proteínas. El grado de la descomposición de las proteínas afecta la calidad del queso hasta un punto considerable, que principalmente es la consistencia y el sabor. La descomposición de las proteínas la llevan a cabo los sistemas enzimáticos:
- del cuajo
- de los microorganismos
- de la plasmina, una enzima que degrada proteínas.
El único efecto del cuajo es la molécula de paracaseína en polipéptidos. Este primer ataque de del cuajo, sin embargo, hace posible una descomposición más rápida de la caseína a través de la acción de enzimas bacterianas que si ellas tuvieran que atacar la molécula de caseína directamente. En quesos que se cocinen a altas temperaturas, quesos escaldados como el Emmenthal y el Parmesano, la actividad de la plasmina juega un papel importante en este primer ataque.
En quesos semiblandos como el Tilsiter y el Limburger, se dan dos procesos de maduración en paralelo, es decir, el proceso de maduración normal del queso duro con el cuajo, y el proceso de maduración de la corteza formada en la superficie. En este último proceso, la descomposición protéica se da hasta que finalmente se produce amonio como resultado de la gran acción proteolítica de las bacterias de la cubierta.
Almacenaje
El propósito del almacenaje es crear las condiciones externas necesarias para controlar el ciclo de maduración del queso tanto como sea posible. Para cada tipo de queso, se debe mantener una combinación específica de temperatura y de humedad relativa en distintos cuartos de almacenaje para las diferentes etapas de la maduración.
Diferentes tipos de queso requieren distintas temperaturas y humedades relativas (RH) en los cuartos donde se almacenan. Las condiciones ambientales tienen gran importancia para la tasa de madurado, la pérdida de peso, la formación y el desarrollo de la flora de la superficie (en Tilsiter, Romadur y otros) en otras palabras, para la naturaleza total o las características del queso.
Los quesos con corteza, generalmente los duros o semiduros, pueden cubrirse con una emulsión plástica o parafina, o una cubierta de cera. Los quesos sin corteza se cubren con una película de plástico, o una bolsa de plástico ajustada.
- Los quesos de la familia Cheddar normalmente se maduran a temperaturas bajas, 4- 8ºC , y a una RH menos del 80%, ya que normalmente se envuelven en películas de plástico o en bolsas que se envasan en cartones o cajas de madera antes de transportarlas a las tiendas. El tiempo de maduración varía desde unos pocos meses hasta 8 o 10, para satisfacer las referencias de los distintos consumidores.
- Los quesos como el Emmenthal puede que necesiten ser almacenados en una habitación verde para quesos a 8 12°C durante 3 -4 semanas seguidas por un periodo de almacenaje en una habitación de fermentación a 22 25ºC durante 6 7 semanas. Después de esto, el queso se almacena durante unos meses en una habitación de madurado a 8 12ºC . La humedad relativa de todos los cuartos es normalmente del 85 90%.
- Los quesos con tratamiento de untado - Tilsiter, Havarti y otros se almacenan normalmente en una habitación de fermentado durante 2 semanas a 14 16ºC y con una RH de 90% aproximadamente. Durante este tiempo la superficie se embadurna con una sustancia cultivada especialmente que está mezclada con una solución salina. Una vez se haya desarrollado la capa deseada, el queso normalmente se transfiere a la habitación de madurado a unos 10 -12ºC de temperatura y una humedad relativa de 90% durante 2 o 3 semanas más.
- Quesos tipo Gouda y similares, se deben almacenar primero durante un par de semanas en una habitación verde a 10 12°C y a RH de 75 %. Después de esto, un periodo 3 4 semanas, debe seguir a 12 18°C y 75 80% de RH. Finalmente el queso se transfiere a un almacén que esta aproximadamente a 10 12°C con una HR de 75%, donde se desarrollan las características finales.
Los valores dados para la temperatura y la humedad relativa, RH, son aproximados, y varían para las diferentes clases de queso dentro de un mismo grupo.
Referencias
Adapted and summarised from the Dairy Processing Handbook, issued by TetraPak, Sweden, http://www.tetrapak.com
Kosikowski, F.V., and V.V. Mistry. Cheese and Fermented Milk Foods. Volume 1: Origins and Principles . 3rd ed. Westport, Conn.: F.V. Kosikowski, 1997.
http://www.nationaldairycouncil.org
|