|
|||||
|
|||||||
|
    An initiative of :Stichting Food-Info
|
| Food-Info.net> Produits > Produits laitiers > La production du fromage.
Pour la plupart des fromages produits à travers le monde, on utilise le lait de vache. Cependant, du lait provenant d'autres espèces animales peut être utilisé, plus particulièrement le lait de chèvre et de brebis. La qualité du lait utilisé pour la production (semi-)industrielle du fromage est rigoureusement contrôlée en Europe. La majorité des fromages sont fabriqués à partir de lait UHT pasteurisé (aussi bien entier que demi-écrémé ou écrémé). Si du lait non pasteurisé est utilisé, le fromage doit mûrir au moins 60 jours à une température de 4°C ou moins pour garantir une sécurité envers les agents pathogènes. Les consignes de pasteurisation du lait utilisé pour la fabrication de fromages spécifiques sont différemment régulés dans chaque pays. La fabrication du fromage comprend un certain nombre d'étapes principales qui sont communes à la plupart des types de fromages. Le lait pour le fromage est prétraité, parfois même pré affiné après addition d'une culture de bactéries appropriée au type de fromage, et mélangé avec de la présure. L'activité enzymatique de la présure fait coaguler le lait en un gel solide connu sous le nom de coagulum. Celui-ci est découpé avec des couteaux spéciaux en de petits cubes de la taille voulue en premier lieu pour faciliter l'expulsion du petit lait. au cours de la fin de la fabrication du caillé, les bactéries croissent et forment de l'acide lactique, et les grumeaux de caillé sont sujets à un traitement mécanique de mélange, alors qu'en même temps le caillé est chauffé selon un programme de chauffe prédéfini. Les effets combinés des 3 différents traitements croissance des bactéries, traitement mécanique avec mélangeurs et chaleur résultent en une synérèse, c'est à dire la séparation du petit lait du caillé. Le caillé fini est placé dans des moules à fromages métalliques, de bois ou plastique, lesquels déterminent la forme du fromage fini. Le fromage est pressé, par son propre poids ou plus communément par pression sur les moules. Le traitement pendant la fabrication du caillé et la pression déterminent les caractéristiques sensorielles du fromage. La saveur finale du fromage se détermine pendant l'affinage de celui-ci. Les différentes étapes de la fabrication du fromage sont décrites ci-dessous. PasteurisationAvant que le fabrication du fromage ne commence, le lait subit normalement un pré traitement dont le but est de créer les conditions optimales pour la production. Le lait destiné aux types de fromages qui demandent plus d'un mois d'affinage ne doit pas nécessairement être pasteurisé mais il l'est généralement. Le lait destiné aux fromages qui ne demandent pas d'affinage (fromages frais) doit être pasteurisé. Cela engendre donc une pasteurisation du lait pour les fromages qui demandent moins d'un mois d'affinage dans la plupart des pays. Le lait destiné au vrai Emmenthal, Parmesan et Grana, quelques fromages extra vieux, ne doit pas être chauffé à plus de 40°C, pour éviter d'en affecter le goût, la saveur, l'arôme et l'expulsion du petit lait. Le lait destiné à ces types de fromages provient de fermes laitières sélectionnées avec une inspection vétérinaire fréquente du troupeau. Bien que le fromage fabriqué avec du lait non pasteurisé soit considéré comme ayant meilleurs goût et arôme, la plupart des producteurs (sauf les fabricants de fromages à pâtes très dures) pasteurisent le lait car sa qualité est rarement si sûre qu'ils puissent prendre le risque de ne pas le pasteuriser. La pasteurisation doit être suffisante pour tuer les bactéries capable d'affecter la qualité du fromage, par exemple les coliformes , lesquels peuvent causer un « gonflement » précoce et un goût désagréable. Une pasteurisation normale se fait à 72-73°C pendant environ 1520 secondes. Cependant, les microorganismes formant des spores lors de la phase de sporulation survivent à la pasteurisation et peuvent causer de sérieux problèmes durant l'affinage. Un exemple est clostridium tyrobutyricum , lequel forme de l'acide butyrique et de larges volumes de gaz d'hydrogène en fermentant l'acide lactique. Ce gaz détruit complètement la texture du fromage (gonflement). Mentionnons aussi que l'acide butyrique n'a pas de saveur. Un traitement intense à la chaleur pourrait réduire ce risque particulier, mais pourrait également altérer sérieusement les propriétés générales du lait pour la fabrication du fromage. D'autres moyens sont utilisés pour détruire les bactéries thermophiles. Traditionnellement, certains produits chimiques ont été ajoutés au lait pour prévenir le gonflement et le développement de goûts désagréables causés par les bactéries thermophiles formant des spores (principalement Clostridium tyrobutyricum ). Le produit chimique le plus communément utilisé est le nitrate de sodium (NaNO3), mais pour la production d'Emmenthal, le peroxyde d'hydrogène ou eau oxygénée (H2O2) est également utilisé. Cependant, comme l'utilisation de produits chimiques a été largement critiquée, des moyens mécaniques pour réduire le nombre de microorganismes indésirables ont été adoptés, particulièrement dans les pays où l'utilisation d'inhibiteurs chimiques a été bannie. La culture d'amorçageLa culture d'amorçage est un facteur très important dans la fabrication du fromage ; elle a plusieurs fonctions. Deux principaux types de cultures sont utilisés dans la fabrication du fromage : • les cultures mésophiles qui croissent à une température comprise entre 20 et 40°C • les cultures thermophiles qui se développent à plus de 45°C. Les cultures les plus fréquemment utilisées sont des mélanges de souches de cultures, dans lesquelles 2 ou plus de deux bactéries mésophiles et thermophiles existent en symbiose, c'est à dire qu'elles bénéficient mutuellement les unes des autres. Ces cultures ne produisent pas seulement de l'acide lactique mais également des composés aromatiques et du CO2. Le dioxyde de carbone est essentiel pour créer des cavités dans les fromages de types granuleux et à trous. Les exemples sont le Gouda, le Manchego et le Tilsiter avec des cultures mésophiles et l'Emmenthal et le Gruyère avec des cultures thermophiles. Les souches bactériennes simples de cultures sont principalement utilisées quand le but est de fabriquer de l'acide et donc de contribuer à la dégradation des protéines, par exemple comme pour le Cheddar. Trois caractéristiques des cultures d'amorçage sont de 1 e importance dans la fabrication du fromage, à savoir : • la capacité de produire de l'acide lactique ; • la capacité de dégrader les protéines ; • la capacité de produire du dioxyde de carbone (CO2). La tâche principale de la culture est de fabriquer de l'acide dans le caillé. Quand le lait coagule, les bactéries sont concentrées dans le coagulum et donc dans le fromage. Le développement d'acide diminue le pH, ce qui est important pour aider la synérèse (contraction du caillé accompagnée d'une élimination du petit lait). En outre, les sels de calcium et de phosphore sont ajoutés, ce qui influence la consistance du fromage et aide à raffermir le caillé. Une autre fonction importante exécutée par les bactéries produisant de l'acide est d'éliminer les bactéries qui ont survécu à la pasteurisation ou les bactéries re-contaminantes qui ont besoin du lactose ou qui ne peuvent tolérer l'acide lactique. La production d'acide lactique s'arrête quand tout le lactose du fromage (sauf pour les fromages doux) a été fermenté. La fermentation de l'acide lactique est généralement un procédé rapide. Pour certains types de fromages, tels que le Cheddar, cela doit être terminé avant que le fromage ne soit pressé, et pour d'autres types de fromages, dans la semaine. Si la culture d'amorçage contient également des bactéries formant du CO2, l'acidification du caillé est accompagnée d'une production de dioxyde de carbone par l'action de la bactérie fermentant l'acide lactique. Le mélange de lignées de cultures avec la capacité de développer du CO2est essentiel pour la production de fromage avec une texture trouée. Le gaz impliqué est initialement dissout dans l'humidité du fromage ; quand la solution devient saturée, le gaz est libéré et crée les trous. L'affinage pour les fromages fermes et semi fermes est un effet protéolytique combiné où les enzymes originales du lait et celles des bactéries de la cultures, ensemble avec les enzymes de la présure, causent une décomposition de la protéine. Autres apports avant la fabrication du cailléChloride de Calcium (CaCl2) Si le lait est de mauvaise qualité pour la fabrication du fromage, le coagulum sera doux. Cela engendre une lourde perte des plus petites parties (caséine) et de la matière grasse avec également synérèse faible pendant la fabrication du fromage. 520 grammes de CaCl2 pour 100 kg de lait est normalement assez pour atteindre un temps de coagulation constant et engendre une fermeté suffisante du coagulum. Un ajout excessif de CaCl2 peut rendre le coagulum si dur qu'il est difficile de le couper. Pour la production de fromages pauvres en matière grasse, et si la loi le permet, le disodium de phosphate (Na2PO4), normalement à hauteur de 1020 g/kg, peut parfois être ajouté au lait avant que le chloride de calcium ne soit ajouté. Cela augmente l'élasticité du coagulum due à la formation de phosphate de calcium colloïdal (Ca3(PO4)2), lequel va avoir presque le même effet que les globules gras enfermés dans le caillé. Dioxyde de carbone (CO2) L'ajout de CO 2 est une méthode pour améliorer la qualité du lait. Le dioxyde de carbone se trouve naturellement dans le lait, mais la plupart est perdu pendant le procédé. Ajouter du dioxyde de carbone de façon artificielle diminue le pH du lait : le pH original est normalement réduit de 1 à 3 unités. Cela va ensuite réduire le temps de coagulation . L'effet peut être utilisé pour obtenir le même temps de coagulation avec moins de présure. Salpêtre (NaNO3 ou KNO3) Des problèmes de fermentations peuvent être rencontrés si le lait contient des bactéries productrices d'acide butyrique (clostridies ) et/ou des bactéries de type coliformes . Le salpêtre (nitrate de sodium ou potassium) peut être utilisé pour contrecarrer cette bactérie, mais le dosage doit être précisément déterminé en tenant compte de la composition du lait, le procédé par type de fromage, etc., comme trop de salpêtre va également altérer la croissance des cultures d'amorçage. Un surdosage de salpêtre peut affecter l'affinage du fromage voir même l'arrêter. De grandes doses de salpêtres peuvent décolorer les fromages, causant des stries rougeâtres et un mauvais goût. La dose maximale permise est d'environ 30g de salpêtre pour 100 kg de lait. Dans les décennies passées, l'usage de salpêtre a été mis en question d'un point de vue médical, et dans certains pays il est même interdit. Les colorants La couleur du fromage est principalement due à la matière grasse du lait, et est influencée par la saison. Des colorants tels que le carotène et l'orléana, un colorant naturel d'anatto, sont utilisés pour corriger les variations des saisons dans les pays où les colorants sont utilisés. La chlorophylle verte (colorant de contraste) est également utilisée, par exemple pour les fromages à veinures bleues, pour obtenir une couleur pâle contrastée à la moisissure bleue. La présureSauf pour les fromages de types cottages et quark, dans lesquels le lait est coagulé par l'acide lactique, toute la fabrication du fromage dépend de la formation de caillé par l'action de présure ou d'enzymes similaires. La coagulation de la caséine est le procédé fondamental de la fabrication de fromage. Elle est généralement effectuée avec de la présure, mais d'autres enzymes protéolytiques peuvent être utilisées, aussi bien que l'acidification de la caséine au point isoélectrique (pH 4.64.7). Le principe actif de la présure est une enzyme appelée chymosine , et la coagulation prend place juste après addition de présure dans le lait. Il existe plusieurs théories sur le mécanisme du procédé, et même aujourd'hui il n'est pas complètement compris. Cependant, il est évident que le procédé s'opère en plusieurs étapes ; elles peuvent être distinguées comme ceci : • transformation de la caséine en para caséine sous l'influence de présure • précipitation de la para caséine en présence d'ions calcium. ut le procédé est dirigé par la température, l'acidité, et la teneur en calcium du lait aussi bien que d'autres facteurs. La température optimale pour la présure est aux environs de 40°C, mais des températures inférieures sont normalement utilisées en pratique, pour éviter une dureté excessive du coagulum. La présure est extraite de l'estomac de jeunes veaux et commercialisée sous la forme de solution avec une force de 1:10 000 jusque 1:15 000, ce qui signifie que la présure peut coaguler 10 000 à 15 000 particules de lait en 40 minutes à 35°C. La présure bovine et porcine est également utilisée, souvent en combinaison avec de la présure de veau (50 :50, 30 :70, etc.). La présure en poudre est normalement 10 fois plus forte que la présure liquide. Substituts pour la présure animale Il y a environ 50 ans, des recherches ont débuté pour trouver des substituts à la présure animale. Cela a débuté en Inde et Israël pour les végétariens refusant de consommer du fromage fait avec de la présure animale. Dans le monde musulman, l'utilisation de présure porcine est hors de question, ce qui est une raison importante pour trouver des substituts adéquats. L'intérêt pour les produits de substitution s'est récemment accrû en raison d'un manque de présure de bonne qualité. Il existe 2 principaux types de substituts aux coagulants : • Les enzymes coagulantes d'origine végétale, • Les enzymes coagulantes venant des microorganismes. Les recherches ont démontré que la capacité de coagulation est généralement bonne avec des préparations faites à base d'enzymes végétales. Un désavantage est que le fromage développe un goût aigre durant le stockage. Différents types de bactéries et de moisissures ont été étudiés, et les enzymes de coagulation produites sont connues sous différents noms de marques. La technologie ADN a été utilisée récemment, et une présure d'ADN avec des caractéristiques identiques à celles de la présure du veau est actuellement largement testée pour servir de roue de secours.
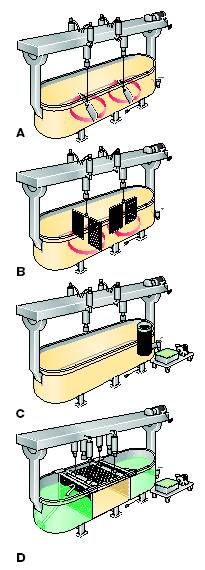
Découper le coagulumLe temps de pressure ou de coagulation est d'environ 30 minutes. Avant que le coagulum ne soit découpé, un test simple est pratiqué pour établir la qualité d'élimination du petit lait. Normalement, un couteau passe à la surface du lait coagulé et ensuite un dessin se fait jusqu'à ce qu'une rupture appropriée se fasse. Le caillé est considéré comme prêt pour le découpage lorsqu'un filet de liquide ressemblant à du verre peut être observé. Un découpage lent et soigné sépare le caillé en des grains d'une taille d'environ 315 mm, dépendant du type de fromage. Plus fine est la découpe, plus basse sera l'humidité du fromage en résultant. Pré-agitationJuste après la découpe, les grains de caillé sont très sensibles au traitement mécanique, c'est pourquoi le mélange doit être soigné. Il doit cependant être assez rapide pour garder les grains de caillé en suspension dans le petit lait. La sédimentation du caillé dans le fond de la cuve cause la formation de grumeaux. Cela exerce une force sur le mécanisme d'agitation, lequel doit être très fort. Le caillé du fromage à faible matière grasse a une forte tendance à tomber dans le fond de la cuve, ce qui signifie que l'agitation doit être plus intense que pour le caillé à haute teneur en matière grasse. Les grumeaux peuvent influencer la texture du fromage aussi bien qu' une perte de caséine dans le petit lait. Pré évacuation du petit laitPour certains types de fromages, tels que le Gouda et l'Edam, il est nécessaire de se débarrasser des grains contenant de larges quantités de petit lait. Il peut être chauffé par ajout direct d'eau chaude dans le mélange de caillé et petit lait, ce qui diminue également la teneur en lactose. Quelques producteurs évacuent également le petit lait pour réduire la consommation d'énergie nécessaire pour un réchauffement indirect du caillé. Pour chaque type de fromage il est important que la même quantité de petit lait normalement 35%, parfois plus de 50% du volume du lot soit évacuée à chaque fois. Chauffer/cuire/échauderLe traitement à la chaleur est demandé pendant la fabrication du fromage pour réguler la taille et l'acidification du caillé. La croissance des bactéries productrices d'acide est limitée par la chaleur, ce qui est alors utilisé pour réguler la production d'acide lactique. Indépendamment de l'effet bactériologique, la chaleur provoque aussi une contraction du caillé accompagnée d'une évacuation du petit lait (synérèse). Dépendant du type de fromage, le réchauffement peut être effectué de la façon suivante :
Le programme de temps et température pour le réchauffement est déterminé par la méthode de réchauffement et le temps de fromage. Réchauffer à des températures supérieures à 40°C, parfois également appelé cuisson, se divise en deux étapes. A 3738°C l'activité des bactéries mésophiles d'acide lactique est retardée, et le réchauffement est interrompu pour contrôler l'acidité, après cela le réchauffement continue jusqu'à la température finale voulue. Au-delà de 44°C les bactéries mésophiles sont complètement désactivées, et sont tuées si la température atteint 52°C pendant 10 à 20 minutes. Réchauffer à 44°C s'appelle généralement échauder . Certains types de fromages, tels que l'Emmenthal, le Gruyère, le parmesan et le Grana, sont échaudés à des températures aussi hautes que 50 56°C. Seules les bactéries produisant de l'acide lactique les plus résistantes peuvent survivre à ce traitement. Propionibacterium freudenreichii ssp. Shermanii , qui est importante pour la formation du caractère de l'Emmenthal en est un exemple. Agitation finaleLa sensibilité des grains de caillé diminue pendant le procédé de réchauffement et d'agitation. Une quantité supérieure de petit lait est extraite des grains de caillé pendant la phase d'agitation finale, ce qui est dû à la formation continue d'acide lactique mais aussi à l'effet mécanique de l'agitation. La durée de l'agitation finale dépend de l'acidité désirée et de l'humidité du fromage. Extraction finale du petit lait et principes de la manipulation du cailléAussitôt que l'acidité et la fermeté requises du caillé sont atteintes et contrôlées par le producteur le petit lait résiduel est extrait du caillé de différentes façons dépendant du type de fromage. Fromage à texture granuleuse
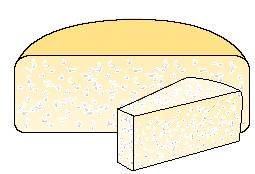
Une façon d'extraire le petit lait résiduel est de le retirer directement lde la cuve ; ceci est opéré avec des cuves ouvertes et manuelles. Après extraction le caillé est placé dans des moules. Le fromage qui en résulte prend une texture avec des trous irréguliers ou yeux , également appelée texture granuleuse. Les trous sont formés par le dioxyde de carbone originellement produit par les cultures d'amorçage LD (Lactococcus lactis, Leuconostoc cremoris et Lactococcus diacetylactis ). Si les grains de caillé sont exposés à l'air avant d'être collectés et pressés, ils ne fondent pas complètement ; un large nombre de fines poches d'air restent à l'intérieur du fromage. Le dioxyde de carbone formé et libéré pendant la période d'affinage rempli et élargi graduellement ces poches. Les trous formés de cette façon sont de forme irrégulière. Le petit lait peut également être extrait en pompant le mélange caillé/petit lait à travers un tamis vibrant ou tournant, où les grains sont séparés du petit lait et directement placés dans les moules. Le fromage en résultant a une texture granuleuse. Fromage à yeux ronds
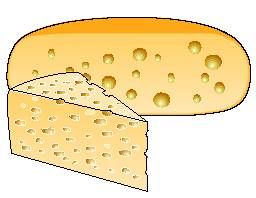
Des bactéries productrices de gaz, similaires à celles mentionnées auparavant sont aussi utilisées pour la production des fromages à trous, mais la procédure est quelque peu différente. Selon les vieilles méthodes, par exemple pour la production d'Emmenthal, le caillé était collecté dans un tissu alors qu'il était toujours dans le petit lait et était ensuite transféré dans un grand moule sur une table où l'évacuation du petit lait et le pressage étaient combinés. Ceci empêchait l'exposition du caillé à l'air libre avant de le collecter et le presser, ce qui est un facteur important pour obtenir une texture correcte pour ce type de fromage. Des études sur la formation de trous a démontré que lorsque les grains de caillé sont collectés sous la surface du petit lait, le caillé contient des cavités microscopiques. Les cultures d'amorçages s'accumulent dans ces petites cavités. Le gaz se forme quand elles commencent leur croissance, initialement dissoutes dans le liquide, mais comme les bactéries continuent leur croissance, une super saturation locale se produit ce qui engendre une formation de petits trous. Plus tard, après que la production de gaz ait stoppé en raison du manque de substrat, la diffusion devient le procédé le plus important. Ceci élargi les quelques trous qui sont déjà relativement larges, alors que les petits trous disparaissent. L'élargissement des grands trous au détriment des plus petits est une conséquence des lois de tension de surface, qui disent que cela prend moins de pression du gaz pour élargir les plus grands trous. Fromage à texture fermée
Les fromages à texture fermée, dont le Cheddar est un parfait exemple, sont normalement faits avec des cultures d'amorçage contenant des bactéries qui ne produisent pas de gaz généralement un lignée simple de bactéries productrices d'acide lactique comme Lactococcus cremonis et Lactococcus lactis . Une technique spécifique au procédé peut cependant engendrer la formation de cavités appelées trous mécaniques. Alors que les trous dans les fromages granuleux et à trous ont une apparence lisse, les trous mécaniques ont une surface interne rugueuse. Quand l'acidité du petit lait atteint environ 0.20.22 % d'acide lactique (environ 2 heures après ajout de présure), le petit lait est expulsé et le caillé est assujetti à une forme de traitement spécial appelé caillement . Après que tout le petit lait ait été expulsé, le caillé est abandonné pour une acidification continue et placé sur des tapis tressés. Pendant ce temps, normalement 2 à 2.5 heures, le caillé aura une forme de block qui sont tournés et empilés. Traitement final du cailléComme mentionné auparavant, le caillé peut être traité de différentes façons après que tout le petit lait ait été extrait. Il peut être :
PressageAprès avoir été moulés ou encerclés le caillé est sujet au pressage final, le but de celui-ci est décrit en 4 points :
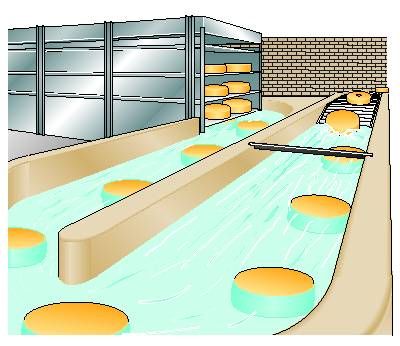
Le taux de pressage et la pression appliqués sont adaptés à chaque type de fromage particulier. Le pressage doit tout d'abord être graduel, car initialement une forte pression compresse la couche de surface et peut bloquer l'humidité dans des poches dans le corps du fromage. SalageDans le fromage, comme dans beaucoup d'aliments, le sel a normalement une fonction de condiment. Mais le sel a d'autres effets importants, tels que le retardement de l'activité de l'amorce et le procédé bactériologique associé avec l'affinage du fromage. L'usage de sel pour le caillé donne une meilleure extraction de l'humidité, par effet osmotique et de salage des protéines. La pression osmotique peut être liée à la création d'une succion à la surface du caillé, causant une expulsion de l'humidité. Avec peu d'exceptions, le taux de sel dans le fromage est de 0.5 à 2%. Les fromages bleus et les dérivés des fromages conservés dans le vinaigre (Feta, Domiati, etc.), contiennent cependant entre 3 et 7% de sel. L'échange du calcium contre le sodium dans la para caséine qui résulte du salage a également un effet favorable sur la consistance du fromage, qui devient plus mou. En général, le caillé est exposé au sel à un pH de 5,3 à 5,6 environ 5 à 6 heures après l'ajout d'une amorce vitale, car le lait ne contient pas de substances stoppant les bactéries. Salage à sec Le salage à sec peut être effectué manuellement ou mécaniquement. Le sel est placé manuellement dans un seau ou récipient similaire contenant la quantité adéquate qui est diffusée de manière aussi égale que possible sur le caillé après que tout le petit lait ait été expulsé. Pour une diffusion complète, le caillé doit âtre agité pendant environ 5 à 10 minutes. Il existe différentes façons de distribuer mécaniquement le sel sur le caillé. Par exemple le dosage du sel sur le Cheddar pendant la phase finale du passage continu par une machine de caillement. Salage par bain de saumure Différents systèmes de salage avec la saumure existent, de très simples à techniquement très avancés. Encore une fois, le système le plus utilisé est de placer le fromage dans un récipient avec de la saumure. Les récipients doivent être placés dans une chambre froide à environ 1214°C.
Système de salage industriel à la saumure Source : Dairy Processing Handbook, Tetrapak Sweden Taux de sel dans différents types de fromages (% sel):
Affinage et stockage du fromageAffinage Après le caillage tous les fromages, sauf les fromages frais, vont dans une série de procédé de nature microbiologique, biochimique et physique. Ces changements affectent le lactose, les protéines et le gras et constitue un cycle d'affinage qui varie très fortement entre les fromages durs, mi durs et doux. Des différences considérables arrivent même dans chaque groupe. Décomposition du lactose Les techniques qui ont été utilisées pour la fabrication de différents types de fromages sont toujours dirigées pour le contrôle et la régulation de la croissance et de l'activité des bactéries d'acide lactique. De cette façon il est possible d'influencer simultanément le degré et la vitesse de fermentation du lactose. Il a été dit auparavant que dans le procédé de fabrication du Cheddar, le lactose est déjà fermenté avant que le caillé soit encerclé En ce qui concerne les autres types de fromages, la fermentation du lactose doit être contrôlée de sorte que la majeure partie de la décomposition prenne place pendant le pressage du fromage et, au plus tard, pendant la 1 e semaine ou 2 premières semaines de stockage. L'acide lactique qui est produit est neutralisé en grande partie par l'effet tampon des composés du lait, dont la plupart ont été inclus dans le coagulum. L'acide lactique est donc présent sous la forme de lactates dans le formage fini. En dernière étape, les lactates fournissent un substrat approprié pour les bactéries d'acide propionique qui sont une part importante de la flore microbiologique de l'Emmenthal, Gruyère et types de fromages similaires. De même que l'acide propionique et l'acide acétique, une quantité considérable de dioxyde carbone est formée qui sont une cause directe de la formation de larges trous dans les types de fromages mentionnés ci-dessus. Les lactates peuvent aussi être dégradés par les bactéries d'acide butyrique , si les conditions sont favorables à cette fermentation, dans ce cas l'hydrogène évolue en plus de certains acides gras volatiles et le dioxyde de carbone. Cette fermentation défectueuse surgit à une étape tardive, et l'hydrogène peut réellement faire éclater le fromage. La fermentation du lactose est causée par les enzymes lactases présentes dans les bactéries d'acide lactique. Décomposition des protéines L'affinage des fromages, spécialement pour les fromages durs, est caractérisé en premier lieu par la décomposition des protéines. Le degré de décomposition des protéines affecte fortement la qualité du fromage, principalement sa consistance et son goût. La décomposition des protéines est faite par les systèmes enzymatiques de
Le seul effet de la présure est de dégrader les molécules de para caséine en polypeptides. Cette 1 e attaque de la présure, cependant, rend possible une décomposition plus rapide de la caséine par l'action d'enzymes bactériologiques qu'en serait le cas si ces enzymes avaient à attaquer directement la molécule de caséine. Avec les fromages à haute température de cuisson, les fromages échaudés comme l'Emmenthal et le Parmesan, l'activité de la plasmine joue un rôle dans cette 1 e attaque. Dans les fromages à pâte molle comme le Tilsiter et Limburger, deux procédés d'affinage se font parallèlement, à savoir l'affinage normal des fromages durs à présure et l'affinage dans la souillure qui est formé dans le croûte. Dans ce dernier procédé, la décomposition de la protéine se fait jusqu'à ce que de l'ammoniaque soit produite comme résultat de la forte action protéolytique des bactéries des souillures. Stockage Le but du stockage est de créer les conditions externes qui sont nécessaires au contrôle optimal du cycle d'affinage des fromages. Pour chaque type de fromage, une combinaison spécifique de température et humidité relative doit être maintenue dans les différentes chambres de stockage pendant les différentes étapes de l'affinage. Différents types de fromages demandent différentes températures et humidité relative (HR) dans les chambres de stockage. Les conditions climatiques sont d'une grande importance pour le taux d'affinage, perte de poids, formation de la croûte et développement de la flore de surface (pourle Tilsiter, Romadur et autres) en d'autres mots, sur la nature complète ou caractéristique du fromage. Les fromages avec écorce, plus souvent durs et semi durs, peuvent recevoir une émulsion en plastique ou paraffine ou cire. Les fromages sans écorce sont couverts d'un film pastique ou un sac pastique pouvant être déchiré.
Les valeurs données pour les températures et humidité relative sont approximatives et diffèrent pour différents fromages dans le même groupe. References
Kosikowski, F.V., and V.V. Mistry. Cheese and Fermented Milk Foods. Volume 1: Origins and Principles . 3rd ed. Westport, Conn.: F.V. Kosikowski, 1997. http://www.nationaldairycouncil.org |
|
| ||||||
| Food-Info.net is an initiative of Stichting Food-Info, The Netherlands | 
| |||||||||